- 변위센서
- 와전류변위센서
- eddyNCDT 3001
![eddyNCDT 3001 와전류변위센서]() 내장형 컨트롤러 타입의 컴팩트한 와전류변위센서
내장형 컨트롤러 타입의 컴팩트한 와전류변위센서 - eddyNCDT 3005
![eddyNCDT 3005 와전류변위센서]() 기계 및 시스템 내 설치에 적합한 초소형 센서 시스템
기계 및 시스템 내 설치에 적합한 초소형 센서 시스템 - eddyNCDT 3020
![eddyNCDT 3020 와전류변위센서]() 고온 환경에 최적화된 양산형 고성능 센서 시스템
고온 환경에 최적화된 양산형 고성능 센서 시스템 - eddyNCDT 3060/3070
![eddyNCDT 3060/3070 와전류변위센서]() 산업용 측정 작업에 적합한 고성능 센서 시스템
산업용 측정 작업에 적합한 고성능 센서 시스템 - eddyNCDT 3300
![eddyNCDT 3300 와전류변위센서]() 고속 측정에 적합
고속 측정에 적합 - SGS 4701 스핀들 변형 측정 시스템
![SGS 4701 스핀들 변형 측정 시스템 와전류변위센서]()
- 맞춤형 센서
![맞춤형 센서 와전류변위센서]()
- eddyNCDT 3001
- 정전용량변위센서
- capaNCDT 6110
![capaNCDT 6110 정전용량변위센서]() 산업용으로 적합
산업용으로 적합 - capaNCDT 61x0/IP
![capaNCDT 61x0/IP 정전용량변위센서]() 산업 용도로 활용하기 적합한 견고한 내구성
산업 용도로 활용하기 적합한 견고한 내구성 - capaNCDT 61x4
![capaNCDT 61x4 정전용량변위센서]() 긴 케이블이 적용된 시스템에서도 안정적으로 작동
긴 케이블이 적용된 시스템에서도 안정적으로 작동 - capaNCDT 6200
![capaNCDT 6200 정전용량변위센서]() 다채널 측정 시에도 높은 정밀도를 자랑
다채널 측정 시에도 높은 정밀도를 자랑 - capaNCDT 6228
![capaNCDT 6228 정전용량변위센서]() 고온 환경에 적합
고온 환경에 적합 - capaNCDT 6500
![capaNCDT 6500 정전용량변위센서]() 다채널 측정 시에도 높은 정밀도를 자랑
다채널 측정 시에도 높은 정밀도를 자랑 - capaNCDT 센서
![capaNCDT 센서 정전용량변위센서]()
- 고객 맞춤형 센서
![고객 맞춤형 센서 정전용량변위센서]()
- combiSENSOR
![combiSENSOR 정전용량변위센서]()
- capaNCDT DTV
![capaNCDT DTV 정전용량변위센서]()
- capaNCDT MD6-22
![capaNCDT MD6-22 정전용량변위센서]()
- capaNCDT TFG6220
![capaNCDT TFG6220 정전용량변위센서]() 전기 전도성 필름의 두께 측정
전기 전도성 필름의 두께 측정
- capaNCDT 6110
- 레이저변위센서
- optoNCDT 1220
![optoNCDT 1220 레이저변위센서]() OEM 및 양산 단계 활용에 적합
OEM 및 양산 단계 활용에 적합 - optoNCDT 1320
![optoNCDT 1320 레이저변위센서]() 고정밀 측정을 위한 컴팩트한 설계
고정밀 측정을 위한 컴팩트한 설계 - optoNCDT 1420
![optoNCDT 1420 레이저변위센서]() 고정밀 측정을 위한 스마트 레이저변위센서
고정밀 측정을 위한 스마트 레이저변위센서 - optoNCDT 1900
![optoNCDT 1900 레이저변위센서]() 첨단 자동화를 위한 혁신적인 레이저변위센서
첨단 자동화를 위한 혁신적인 레이저변위센서 - optoNCDT 2300
![optoNCDT 2300 레이저변위센서]() 고정밀 측정을 지원하는 고속 레이저변위센서
고정밀 측정을 지원하는 고속 레이저변위센서 - optoNCDT 5500
![optoNCDT 5500 레이저변위센서]() 하이엔드 애플리케이션을 위한 매우 동적인 레이저 센서
하이엔드 애플리케이션을 위한 매우 동적인 레이저 센서 - 블루 레이저 센서 (BL)
![블루 레이저 센서 (BL) 레이저변위센서]() 금속체 및 유기물 측정에 적합한 블루 레이저 센서
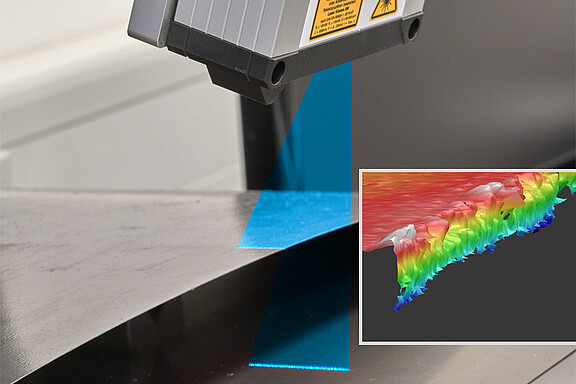
금속체 및 유기물 측정에 적합한 블루 레이저 센서 - 레이저 라인 타입 센서 (LL)
![레이저 라인 타입 센서 (LL) 레이저변위센서]() 유광 금속체 및 거칠거나 불규칙한 표면에 적합
유광 금속체 및 거칠거나 불규칙한 표면에 적합 - 장거리레이저변위센서
![장거리레이저변위센서 레이저변위센서]() 원거리 측정에 적합
원거리 측정에 적합 - 고객별 맞춤형 센서
![고객별 맞춤형 센서 레이저변위센서]()
- thicknessSENSOR
![thicknessSENSOR 레이저변위센서]()
- optoNCDT 1220
- 공초점변위센서
- 색수차 원리를 이용한 공초점변위센서
![색수차 원리를 이용한 공초점변위센서 공초점변위센서]()
- confocalDT IFD2411
![confocalDT IFD2411 공초점변위센서]() 우수한 활용성을 자랑하는 컴팩트한 컨트롤러
우수한 활용성을 자랑하는 컴팩트한 컨트롤러 - confocalDT IFD2410/2415
![confocalDT IFD2410/2415 공초점변위센서]() 내장형 컨트롤러 타입의 컴팩트한 센서
내장형 컨트롤러 타입의 컴팩트한 센서 - confocalDT IFC2411
![confocalDT IFC2411 공초점변위센서]() 산업용 양산 공정에 적합한 컴팩트 타입의 단채널 컨트롤러
산업용 양산 공정에 적합한 컴팩트 타입의 단채널 컨트롤러 - confocalDT IFC2416
![confocalDT IFC2416 공초점변위센서]() 산업용 양산 공정에 적합한 컴팩트 타입의 단채널 컨트롤러
산업용 양산 공정에 적합한 컴팩트 타입의 단채널 컨트롤러 - confocalDT IFC2421/22
![confocalDT IFC2421/22 공초점변위센서]() 산업용 어플리케이션을 지원하는 단일 및 듀얼 채널 컨트롤러
산업용 어플리케이션을 지원하는 단일 및 듀얼 채널 컨트롤러 - confocalDT IFC2465/66
![confocalDT IFC2465/66 공초점변위센서]() 고속 & 고정밀 측정을 지원하는 1채널 / 2채널 타입의 컨트롤러
고속 & 고정밀 측정을 지원하는 1채널 / 2채널 타입의 컨트롤러 - 액세서리
![액세서리 공초점변위센서]()
- 색수차 원리를 이용한 공초점변위센서
- 간섭계 (백색광)
- interferoMETER 5200-TH
![interferoMETER 5200-TH 간섭계 (백색광)]() 인라인 방식으로 얇은 레이어를 정밀하게 측정
인라인 방식으로 얇은 레이어를 정밀하게 측정 - interferoMETER 5400-DS
![interferoMETER 5400-DS 간섭계 (백색광)]() 나노미터 정밀도로 절대 거리 측정
나노미터 정밀도로 절대 거리 측정 - interferoMETER 5400-TH
![interferoMETER 5400-TH 간섭계 (백색광)]() 서브마이크로미터 정밀도로 안정적인 두께 측정 구현
서브마이크로미터 정밀도로 안정적인 두께 측정 구현 - interferoMETER 5600-DS
![interferoMETER 5600-DS 간섭계 (백색광)]() 서브나노미터 정밀도로 절대 거리 측정
서브나노미터 정밀도로 절대 거리 측정 - interferoMETER 5420-TH
![interferoMETER 5420-TH 간섭계 (백색광)]() 우수한 정밀도로 SI 웨이퍼 두께 측정
우수한 정밀도로 SI 웨이퍼 두께 측정
- interferoMETER 5200-TH
- 장거리레이저변위센서
- optoNCDT ILR1171
![optoNCDT ILR1171 장거리레이저변위센서]() 실외 사용에 적합한 고속 변위센서
실외 사용에 적합한 고속 변위센서 - optoNCDT ILR3800
![optoNCDT ILR3800 장거리레이저변위센서]() 산업용 애플리케이션을 위한 고성능 레이저 거리 센서
산업용 애플리케이션을 위한 고성능 레이저 거리 센서 - optoNCDT ILR104x
![optoNCDT ILR104x 장거리레이저변위센서]() 신뢰성 있는 측정 결과를 제공하는 컴팩트한 타입의 장거리레이저변위센서
신뢰성 있는 측정 결과를 제공하는 컴팩트한 타입의 장거리레이저변위센서
- optoNCDT ILR1171
- 접촉식변위센서 (LVDT)
- induSENSOR DTD 게이지
![induSENSOR DTD 게이지 접촉식변위센서 (LVDT)]() 푸시 버튼을 이용해 케이블을 통한 간편 시스템 제어
푸시 버튼을 이용해 케이블을 통한 간편 시스템 제어 - induSENSOR DTA 게이지
![induSENSOR DTA 게이지 접촉식변위센서 (LVDT)]() LVDT 게이지
LVDT 게이지 - induSENSOR DTA 센서
![induSENSOR DTA 센서 접촉식변위센서 (LVDT)]() LVDT 변위센서
LVDT 변위센서 - induSENSOR LDR
![induSENSOR LDR 접촉식변위센서 (LVDT)]() 선형 변위센서
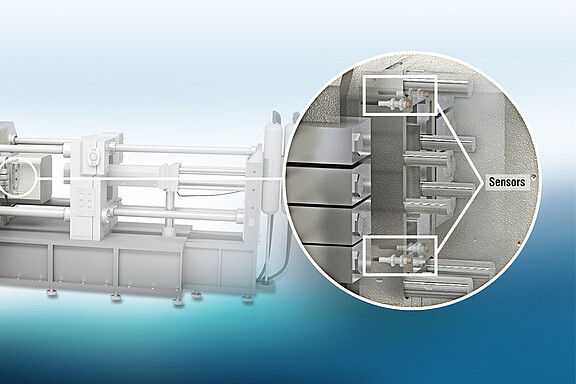
선형 변위센서 - 클램핑 스트로크 측정 센서
![클램핑 스트로크 측정 센서 접촉식변위센서 (LVDT)]() 클램핑 위치 모니터링에 사용 가능
클램핑 위치 모니터링에 사용 가능 - MSC7x0x 컨트롤러
![MSC7x0x 컨트롤러 접촉식변위센서 (LVDT)]()
- induSENSOR EDS
![induSENSOR EDS 접촉식변위센서 (LVDT)]() 내장형 전자 장치 타입의 롱 스트로크 센서
내장형 전자 장치 타입의 롱 스트로크 센서 - OEM 및 양산 단계에 활용하기 위한 고객 맞춤형 센서
![OEM 및 양산 단계에 활용하기 위한 고객 맞춤형 센서 접촉식변위센서 (LVDT)]()
- induSENSOR DTD 게이지
- 마그네틱변위센서
- mainSENSOR MDS-35/-45
![mainSENSOR MDS-35/-45 마그네틱변위센서]() M12, M18, M30 타입의 견고한 내구성을 자랑하는 센서
M12, M18, M30 타입의 견고한 내구성을 자랑하는 센서 - mainSENSOR MDS-40-MK
![mainSENSOR MDS-40-MK 마그네틱변위센서]() 우수한 활용성을 자랑
우수한 활용성을 자랑 - mainSENSOR MDS-40-LP
![mainSENSOR MDS-40-LP 마그네틱변위센서]() PCB 기반의 설계
PCB 기반의 설계 - 고객 맞춤형 센서
![고객 맞춤형 센서 마그네틱변위센서]()
- mainSENSOR MDS-35/-45
- 와이어변위센서
- 양산 및 OEM
![양산 및 OEM 와이어변위센서]() 플라스틱 소재의 하우징이 적용된 초소형 센서
플라스틱 소재의 하우징이 적용된 초소형 센서 - 산업용 와이어변위센서
![산업용 와이어변위센서 와이어변위센서]() 알루미늄 소재의 하우징이 적용된 견고한 내구성의 센서
알루미늄 소재의 하우징이 적용된 견고한 내구성의 센서 - 고속 측정을 지원하는 와이어변위센서
![고속 측정을 지원하는 와이어변위센서 와이어변위센서]() 가속도가 높은 경우에도 사용 가능
가속도가 높은 경우에도 사용 가능 - 센서 구조
![센서 구조 와이어변위센서]() 인코더와 결합하여 고정밀 측정 가능
인코더와 결합하여 고정밀 측정 가능
- 양산 및 OEM
- 와전류변위센서
- 산업용 센서
- 회전 속도 측정용 센서
- 적외선 온도센서
- thermoMETER UC
![thermoMETER UC 적외선 온도센서]() 산업용 고성능 적외선 온도센서
산업용 고성능 적외선 온도센서 - thermoMETER SE
![thermoMETER SE 적외선 온도센서]() 견고한 내구성의 초소형 적외선 온도센서
견고한 내구성의 초소형 적외선 온도센서 - thermoMETER FI
![thermoMETER FI 적외선 온도센서]() 일체형 컨트롤러 타입의 적외선 온도센서
일체형 컨트롤러 타입의 적외선 온도센서 - 특수 어플리케이션용 적외선 온도센서
![특수 어플리케이션용 적외선 온도센서 적외선 온도센서]() 특수 측정 작업을 지원하는 적외선 온도센서
특수 측정 작업을 지원하는 적외선 온도센서
- thermoMETER UC
- 광학 시스템의 테스트에 사용되는 파면센서
- 컬러 측정 시스템, 컬러센서, LED 분석기
- 광화이버 센서
- 인터페이스 및 신호 처리 장치
- 2D/3D 측정
- 3D 센서
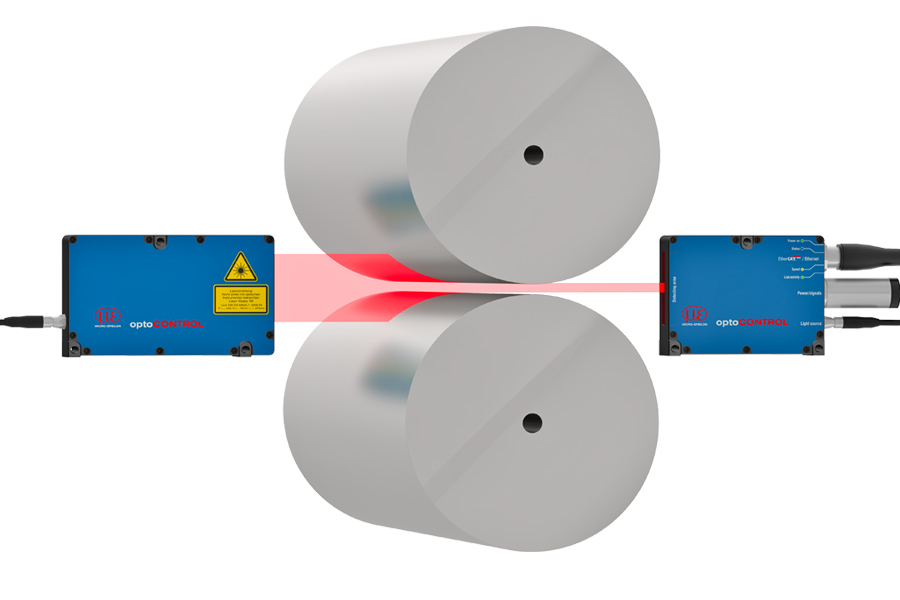
- 고정밀 광학 마이크로미터
- optoCONTROL 1200
![optoCONTROL 1200 고정밀 광학 마이크로미터]() 컴팩트한 타입의 고속 마이크로미터
컴팩트한 타입의 고속 마이크로미터 - optoCONTROL 2520
![optoCONTROL 2520 고정밀 광학 마이크로미터]() 컴팩트한 타입의 마이크로미터 (레이저 클래스 1M)
컴팩트한 타입의 마이크로미터 (레이저 클래스 1M) - optoCONTROL 2700
![optoCONTROL 2700 고정밀 광학 마이크로미터]() 높은 수준의 요구 사항을 충족시키기 위한 고성능 마이크로미터
높은 수준의 요구 사항을 충족시키기 위한 고성능 마이크로미터
- optoCONTROL 1200
- 레이저스캐너
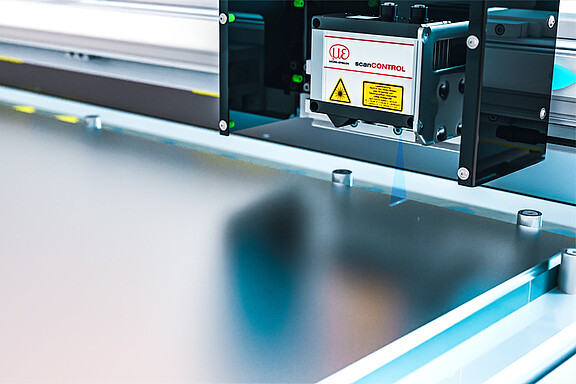
- scanCONTROL 25x0
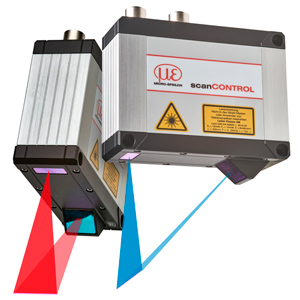
![scanCONTROL 25x0 레이저스캐너]() 우수한 활용성을 자랑하는 레이저스캐너
우수한 활용성을 자랑하는 레이저스캐너 - scanCONTROL 29x0
![scanCONTROL 29x0 레이저스캐너]() 컴팩트한 타입의 고성능 레이저스캐너
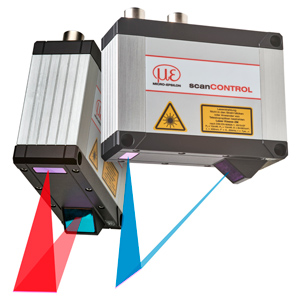
컴팩트한 타입의 고성능 레이저스캐너 - scanCONTROL 30x2
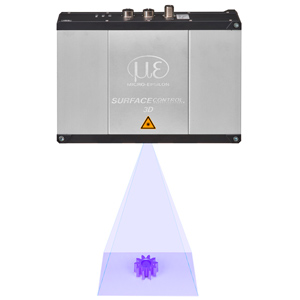
![scanCONTROL 30x2 레이저스캐너]() 고성능 2D / 3D 레이저스캐너
고성능 2D / 3D 레이저스캐너 - scanCONTROL 30x0
![scanCONTROL 30x0 레이저스캐너]() 뛰어난 성능의 레이저스캐너
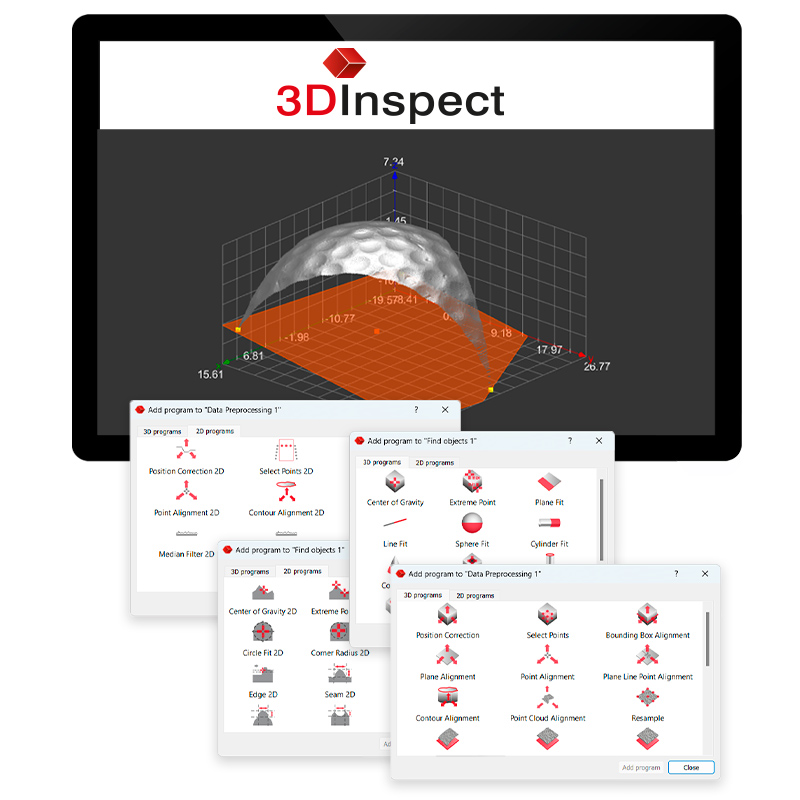
뛰어난 성능의 레이저스캐너 - 옵션 & 액세서리
![옵션 & 액세서리 레이저스캐너]()
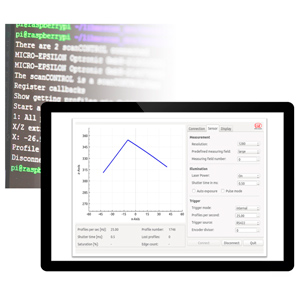
- 적용사례
![적용사례 레이저스캐너]()
- scanCONTROL 25x0
- 측정 시스템
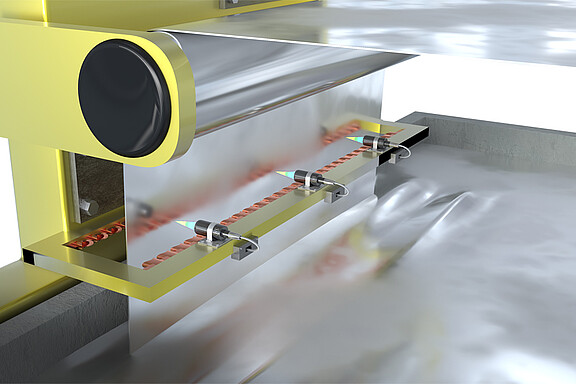
- 센서 시스템을 이용한 고정밀 두께 측정
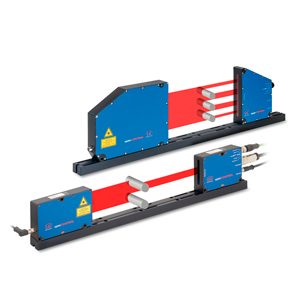
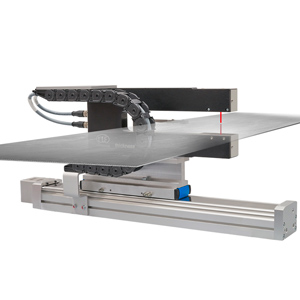
- thicknessGAUGE 3D
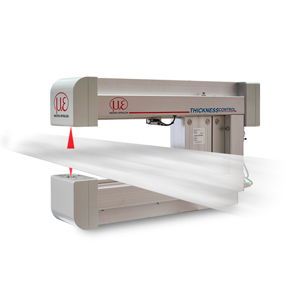
![thicknessGAUGE 3D 센서 시스템을 이용한 고정밀 두께 측정]() 인라인 두께 및 프로파일 측정
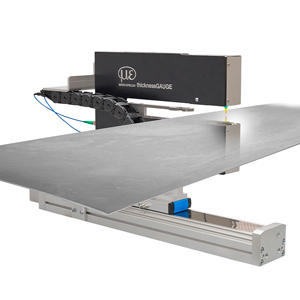
인라인 두께 및 프로파일 측정 - thicknessGAUGE C.LL
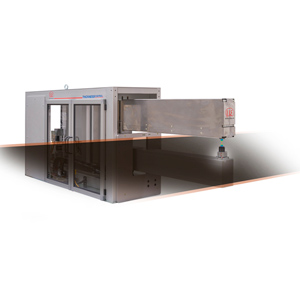
![thicknessGAUGE C.LL 센서 시스템을 이용한 고정밀 두께 측정]() 인라인 두께 측정 (레이저변위센서)
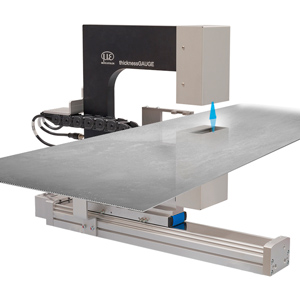
인라인 두께 측정 (레이저변위센서) - thicknessGAUGE C.C
![thicknessGAUGE C.C 센서 시스템을 이용한 고정밀 두께 측정]() 인라인 두께 측정 (공초점변위센서)
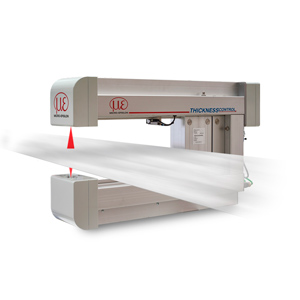
인라인 두께 측정 (공초점변위센서) - thicknessGAUGE C.LP
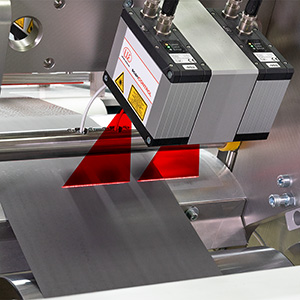
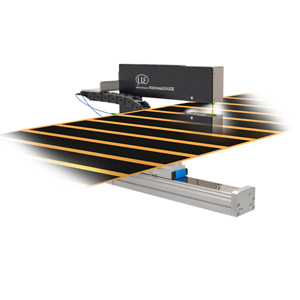
![thicknessGAUGE C.LP 센서 시스템을 이용한 고정밀 두께 측정]() 인라인 두께 측정 (레이저스캐너)
인라인 두께 측정 (레이저스캐너) - thicknessGAUGE O.EC
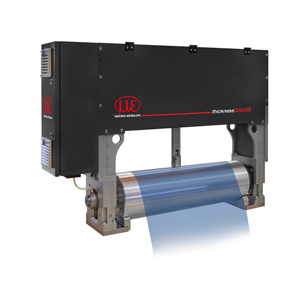
![thicknessGAUGE O.EC 센서 시스템을 이용한 고정밀 두께 측정]() 인라인 두께 측정 (와전류변위센서 / 정전용량변위센서)
인라인 두께 측정 (와전류변위센서 / 정전용량변위센서)
- thicknessGAUGE 3D
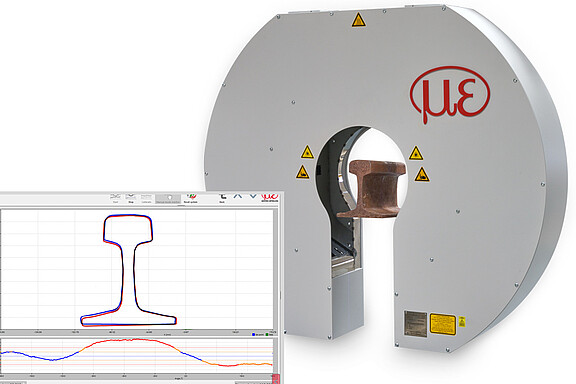
- 금속 산업에 사용되는 측정 및 검사 시스템
- 자동차 산업에 사용되는 측정 및 검사 시스템
- 배터리 제조에 사용되는 측정 시스템
- Inspection and production systems for the tire industry
- 플라스틱 측정에 사용되는 게이지 및 검사 시스템
- 센서 시스템을 이용한 고정밀 두께 측정